Сделать самостоятельно несложный сварочный аппарат вполне по силам любому, знакомому с правилами электромонтажа. Но прежде чем приступать к делу, необходимо выполнить расчёт всех компонентов устройства. От этого будет зависеть эффективность устройства при работе от обычной бытовой однофазной сети.
Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.
Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Виды сварочных аппаратов
Существует несколько основных видов:
Сварочный трансформатор. Для преобразователя применяется понижающий трансформатор.
Сварочный инвертор. В качестве преобразователя здесь служит инверторный болк питания с ШИМ.
Сварочный выпрямитель. Это тоже самое что и сварочный трансформатор, только он имеет диодный или тиристорный выпрямитель во вторичной цепи.
Полуавтомат. Сварка производится в инертной среде, для этого используется газовый баллон.
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
Обратите внимание — для сборки трансформатора предпочтительно применять сердечники стержневого типа. По сравнению с броневыми они обеспечивают большую плотность тока в обмотках, обладают повышенным КПД.
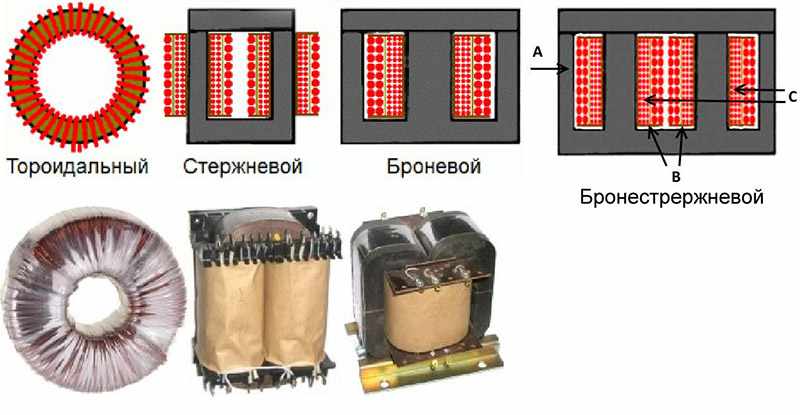
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
где
N1 — расчётное количество витков,
U1 — напряжение сети (200-240В),
Sиз — сечение имеющегося магнитопровода,
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.
Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
где
N1 — расчётное количество витков,
U1 — напряжение сети (200-240В),
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью. При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет.
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
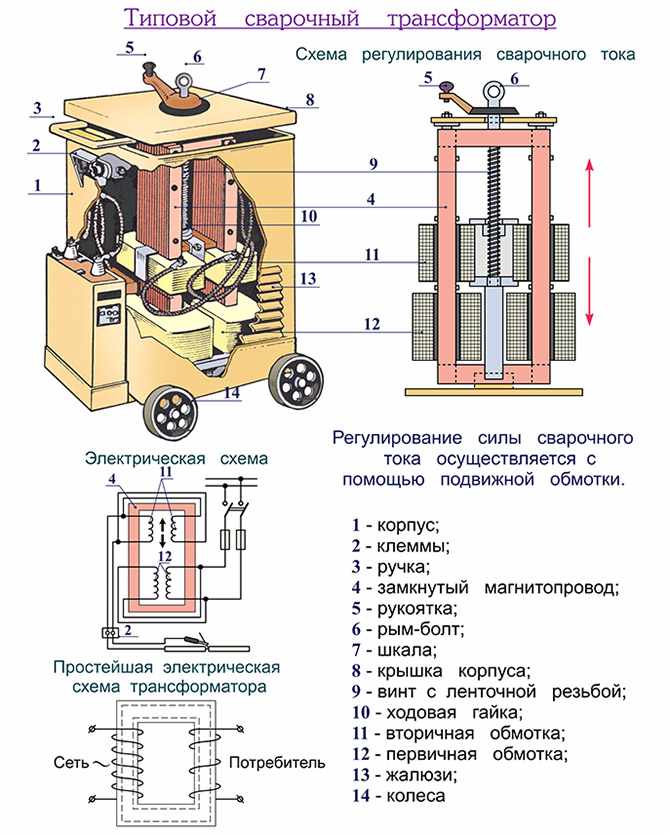
Сварочный трансформатор — простейших тип оборудования
Для выполнения большинства сварочных работ в домашних условиях хватит понижающего сварочного трансформатора без дополнительных схем или устройств. Последовательность сборки такого агрегата следующая:
- Делят общее количество витков каждой обмотки на две равные половины, чтобы разместить их на обоих стержнях сердечника.
- Если собираете сердечник из отдельных пластин, потребуется их фиксация стяжками или в простейшей обойме. Изолировать пластины друг от друга не следует.
- Для катушек делают каркас из толстого электротехнического картона. Внутренний размер должен соответствовать сечению сердечника и должен позволять смещать катушку вверх или вниз.
- Обмотки наматывают, укладывая витки вплотную друг к другу. При необходимости делают несколько рядов из уложенного провода.
- Если первичная обмотка рассчитана с отводами, то на необходимом количестве витков делают петлю и выводят её, не разрезая.
- На нижнюю часть сердечника надевают первичную обмотку, вторичная крепится сверху.
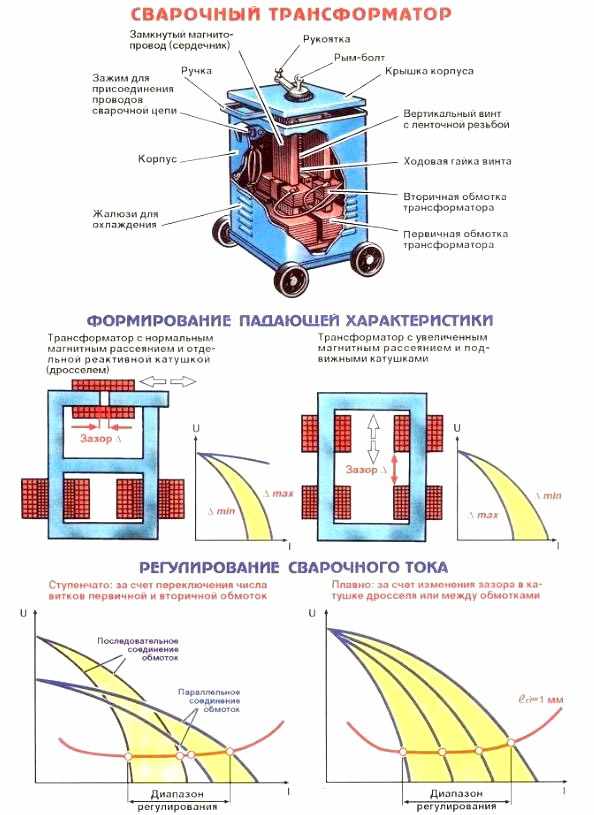
- Чтобы менять силу тока для сваривания металлов или при работе с деталями, отличающимися по толщине, предусматривают обустройство простейшего регулятора. Он будет перемещать катушки со вторичной обмоткой вверх-вниз.
- Принцип действия такого регулятора основан на изменении воздушного зазора между обмотками. В результате меняются параметры магнитного поля, что и приводит к увеличению или уменьшению силы тока во вторичной обмотке.
- Регулятор представляет собой винт с резьбой, при закручивании которого и происходит подъём катушек. Для этого эти элементы соединяют между собой.
Практически во всех случаях самодельные сварочные аппаратуры делают без корпуса. Это делают с целью предотвращения перегрева катушек, который может стать причиной выхода устройства из строя. Если сделать схему с принудительным охлаждением при помощи вентилятора, то сварочный трансформатор можно установить и в корпус. Для его изготовления выбирают устойчивые к температуре пожаробезопасные материалы, например, текстолит толщиной 1,5 – 2 см.
На поверхность корпуса выводят шпильки для подключения сварочных кабелей и сетевого провода. Возможность подключения к отводам первичной обмотки обеспечивают обустройством отдельных контактов или установкой мощного пакетного переключателя на требуемое число положений.
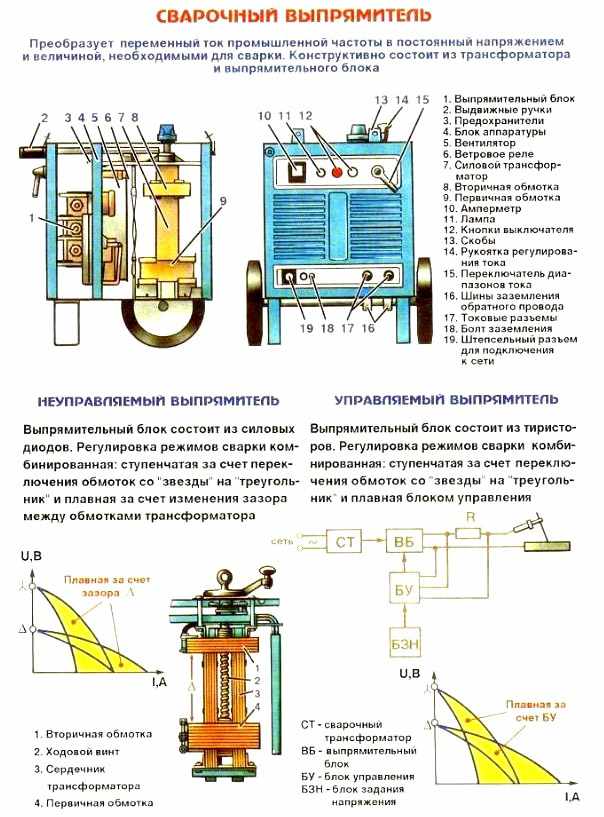
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
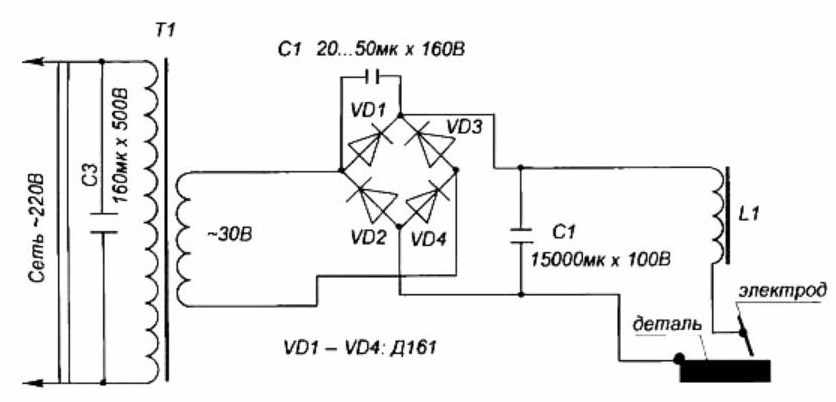
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Пример сборки на переменном токе
Нажмите на первую фотографию и смотрите последовательность сборки: