Создать надёжный электрический контакт при монтаже кабеля не так просто, как кажется. В особенности это касается алюминиевых проводов: благодаря физическим свойствам металла, могут возникнуть проблемы при их соединении.
Особенности алюминиевых проводов
 Алюминиевые провода нельзя использовать в жилых помещениях
Алюминиевые провода нельзя использовать в жилых помещениях
Согласно нормам ПУЭ в жилых помещениях запрещено использовать при монтаже алюминиевые проводники.
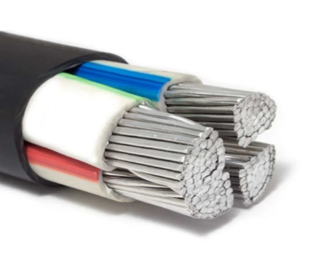
Провод из алюминия дешёвое решение, имеющее цену на порядок ниже, по сравнению с медным. Не подвержен коррозии, так как мгновенно покрывается толстой оксидной плёнкой. Имеет низкий удельный вес.
Главный минус – невысокая электропроводность алюминия. Она составляет 37,9 мкСм×м, что почти в два раза хуже меди, которая имеет 59,5 мкСм×м. Низкая гибкость проводника делает невозможным монтаж в местах, где он подвергается многократному механическому воздействию.
Различают четыре типа соединения проводов: опрессовка, сжим, сварка, пайка. Опрессовочные гильзы и клеммные колодки обеспечат лёгкий и быстрый монтаж кабеля в местах, где не нужна высокая механическая стойкость. Пайка и сварка дадут максимально прочное и надёжное соединение, но требуют навыка и применения специальных инструментов.
Метод прессовки
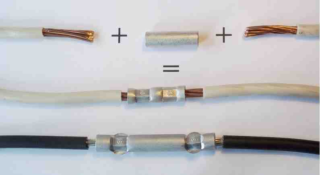 Опрессовка проводов
Опрессовка проводов
Прессовка производится с помощи специальной гильзы, в которую заводятся жилы, после чего их обжимают специальным инструментом – кримпером. Гильзы различаются по диаметру, длине и материалу исполнения. При монтаже кабеля необходимо применять только гильзы из алюминия или латуни. Используя латунные элементы, можно соединить как алюминиевые с алюминиевыми, так и медные с алюминиевыми провода.
При соединении алюминиевых жил нельзя использовать медьсодержащие гильзы. Эти два металла образуют гальваническую пару, что приводит к ускоренному разрушению алюминия.
Чтобы соединить жилы с разными сечениями, используются специальные гильзы с различным диаметром входных отверстий.
Правильный выбор диаметра гильзы убережёт от перегрева участка цепи. Больший диаметр даст малое пятно контакта и увеличение сопротивления. Если же сечение гильзы меньше, необходимо уменьшать сечение жил, что также негативно скажется на токопроводящих свойствах.
Метод сжима
 Клемма для сжима проводов
Клемма для сжима проводов
При разводке кабеля в распределительной коробке крайне нежелателен случайный контакт соседних жил. Для этой цели применяются клеммные колодки.
Клемма представляет собой изолированную втулку, в которую вставляются жилы. Внутри для фиксации используется либо винт, либо пружина.
Если подразумевается монтаж многожильного провода, перед установкой в клемму необходимо обжать его специальной гильзой, что даст улучшение контакта и уменьшит вероятность пережатия.
Используя клеммы с винтовым соединением, нужно чётко контролировать силу прижима во избежание перерезания жилы винтом и его последующего разрушения. Этого недостатка лишены клеммные колодки Wago. В них механизмом фиксации жилы является латунная пластина и пружина. Использование латуни в составе делает возможным безопасное соединение кабелей из разных металлов.
Метод сварки
 При сварке на конце скрутки образуется капля
При сварке на конце скрутки образуется капля
Сварка обеспечивает наилучший электрический контакт. Из-за однородности полученного соединения отсутствует проблема повышенного сопротивления участка цепи.
Используют сварочный аппарат с выходной мощностью до 1 Квт и регулируемым напряжением в границах 14-20 В. Сварка считается успешной, если на конце скрутки образовалась капля, диаметром примерно равная скрутке.
При сварке по торцу скрутки проводят угольным проводником. Время воздействия не должно превышать 2 секунды.
Существует вариант газовой сварки проводов. В атмосфере инертного газа перестаёт образовываться оксидная плёнка, что заметно облегчает процесс, но требуются специфические знания и оборудование.
Метод пайки
 При сварке проводов используется оловянный припой
При сварке проводов используется оловянный припой
Перед облуживанием поверхности удаляют оксидную плёнку. Сделать это можно как механическим воздействием, например наждачной бумагой или щёткой с металлической щетиной, так и с помощью специального химиката – флюса. Он представляет собой белый порошок, который растворяется в воде, после чего наносится на концы залуживаемых жил.
Окисление алюминия на воздухе происходит за считанные секунды, так что одним механическим воздействием удалить окислы не удастся. Рекомендуется комбинировать использование флюса и зачистки поверхности.
Если производится спайка двух жил, достаточным будет использование паяльника мощностью 60 Вт. Для проводов с большим сечением и при пайке многожильных скруток понадобится паяльник мощностью от 150 Вт.
Олова в припое должно быть не менее 50%. Можно взять припой с 60-90% содержанием.
Пайка алюминия по шагам:
- Обезжирить поверхность. Подойдёт бензин, спирт. Это истончит оксидную плёнку.
- Зафиксировать жилы провода в необходимом положении.
- Нанести флюс. Убедиться, что он попал в стык кабелей.
- Прогреть место скрутки паяльником или газовой горелкой. В последнем случае стоит быть аккуратным, так как металл быстро нагревается и может расплавиться.
- Облудить место соединения. Аккуратно растереть паяльником припой до появления однородной блестящей плёнки.
Правильно обработанная поверхность приобретает характерный металлический блеск. Нельзя допускать появления наплывов и незалуженных участков.
Оловянный припой подвержен коррозии, поэтому готовое соединение обрабатывается лаком.
При наращивании проводов, если предполагается эксплуатация в сложных условиях, лучше всего себя проявит паяное или сварное соединение. В быту для кабелей, не подверженных механическим нагрузкам, вполне подойдёт обжимка с помощью гильзы.